А события действительно развивались! В очередной раз по странному стечению обстоятельств срывается тест бесконтактных составов (просто мистика какая-то), и ему срочно приходится искать альтернативу, да еще чтобы люди были добрые и отзывчивые, а то неотзывчивые всего боятся и во всем сомневаются… И как с такими работать?! В общем, есть четыре панели двери правой ВАЗ-2105, подготовленные (готовились и окрашивались «ходовыми» материалами «Шпис Хеккер» в Учебном центре «Интерколора») для одного из этапов теста «бесконтактов». И окраска подходящая — черная база под лаком HS, выдержка уже где-то месяца полтора с учетом стандартной 60-градусной сушки. Единственная загвоздка — количество: четыре штуки в идеале позволяют протестировать только четыре системы полировки. Сами понимаете, что делается это в один день, да и осмотр панелей экспертами должен проходить сразу и в большей мере сравнительно-обезличенно. Начинается обзвон предполагаемых участников. Многих из них я знаю достаточно хорошо, многими системами приходилось работать (но прогресс движется семимильными шагами), а вот некоторые не пробовал ни разу, хотя и видел (местами) в деле. В конечном (относительно) итоге образуется опять гигантский список желающих, никак не рассчитанный на такое мизерное количество панелей (а ведь хотелось уложиться хотя бы в 8 систем — 2 дня по 4 системы за раз), и уже торможу на десяти, а остальных мягко посылаю на январь месяц — устроим еще одну «рубку». Кто-то среди брендов сам производит пасты, а кто-то выступает лишь как «контрактник» (размещение на чужом производстве своего бренда по контракту — розлив в банки под своим логотипом «чужого» материала), но это неважно, когда и материал достойный, и цена на него устраивает потребителя на все сто. Для меня лично в этом списке интересными были несколько брендов, и в первую очередь — Porzelack и Scholl. Собственно, Porzelack на нашем рынке живет достаточно долго, но редко где встречается, Scholl только-только заявил о себе, а гамма материалов уже впечатляет, особенно если учесть тот факт, что Scholl производит (по заявлению продавца) не только полироли, но и полировальники всех мастей. Кстати, посредством знакомства с очаровательной Еленой Жура (исполнительный директор ООО «Вилена» vs Porzelack) удалось подобрать просторное место проведения самого теста на территории одной из точек сети «Аква Сити» (комплексы, предлагающие не только производственные циклы мойки, шиномонтажа и балансировки, но и потребительские циклы питания и отоваривания), стало быть, два поста с ножничными подъемниками в нашем распоряжении на два дня. Но, естественно, не обошлось без накладок: интенсивное выпиливание лобзиком ложемента под обрабатываемые панели хоть и закончилось в час ночи первого дня тестирования, но все пришлось собирать уже на месте, а потом еще перешлифовывать панели «по сухому механически» кружками 260-й серии 3М, а перед этим торчать в пробках битых два часа… Если говорить о методике теста, то она отработана годами, и изменения могут касаться в основном поверхностей (материалов), на которых и происходит тестирование паст (полиролей). Конкретизирую: естественно, что поверхность (цвет) желательно иметь черную (на ней все видно), и еще естественно, что это база под лаком, а вот твердость (качество) лака уже можно варьировать для моделирования реальных условий; сейчас лак достаточно твердый (1,5 месяца), но часто встречаются ситуации работы по мягким (недосушенным) лакам или наоборот — полировка заводских керамик-лаков. Про лак понятно? Теперь переходим к подготовке поверхности абразивными материалами: риска величиной 1,5–2 микрона — обычное явление как в технологии подготовки под полировку, так и в качестве имитации реальныхцарапин (не по направлению, а по глубине) на поверхности ЛКП, появляющихся в процессе эксплуатации автомобиля в течение 2–3 и более лет в наших условиях. Конечно, не стоит забывать, что повреждаемость ЛКП зависит не только от времени, но и от его твердости (прочности) и от степени воздействия тех или иных механических факторов, к которым отнесем и пыль, и песок, и жесткие (заодно и мягкие) щетки автоматических моек, и грязные тряпки таджикских мойщиков, и гвозди хулиганов, и близко расположенные ж/б столбы — в общем, среднестатистическое повреждение лакокрасочного покрытия, хотя бывает и намного хуже (пришлось недавно снимать с одного перекрашенного «Мерседеса» 15 микрон до нормальной гладкости и зеркальности). А почему 3М? Мой опыт эксплуатации и тестирования аналогичных абразивов (в том числе и не микро) говорит об оптимальном качестве (равномерности) риски среди сухих микроабразивов именно у 3М серии 260L, а вот конкуренты всегда на таких зернах с какими-то закидонами (большой разброс и неравномерность риски), хотя при образовании катышей на поверхности работающего кружка и 3М может не стать панацеей (приходится чаще «обмахивать» рабочую поверхность мелким скотч-брайтом или поролоном). Стало быть, срубаем одним кружком Р1200 на машинке «Рупес» через мягкую проставку основную массу холмов на одной панели, а потом для равномерности риски проходим уже двумя кружками 3М с зернистостью Р1500 по тем же самым плоскостям этой панели, продольная подштамповка под молдинг и верхняя наклонная полка не шлифуются и, соответственно, не требуют дальнейшей полировки. Для контроля качества поверхности делаем замеры шероховатости с помощью профилометра по трем площадкам — это просто для успокоения души: убедиться, что все стабильно и в следующий раз на этом акцентировать внимание не будем, так как все укладывается в необходимо-допустимые пределы. Эти же участки промеряются на предмет толщины ЛКП. Тут без толщиномера никуда: во-первых, нужно оценить реальную толщину покрытия, а во-вторых, при анализе степеней воздействия полировальных систем эти данные нам подтвердят эффективность той или иной системы в целом. Еще один из этапов тестирования — определение расхода применяемых материалов, конечно, связан со взвешиванием всего и вся используемого в процессе полировки, ну, может, только исключая самого полировщика и его машинку, хотя вес машинки играет в некоторых случаях заметную роль в протекании процесса. Соответственно, завесы производим до полировки и после. Ну а дальше начинается процесс, во время которого фиксируем максимальный нагрев обрабатываемых поверхностей (весьма значимый показатель), общее время на весь цикл и время работы машинки (машинок). Это достаточно важно для понимания производительности процесса и стиля работы самого полировщика. Для самых въедливых — проект методики, применявшейся еще в 2004 г., с моими нынешними комментариями (при необходимости)! Методика проведения испытаний систем полировки Цель теста 1. Определение качеств и свойств систем полировки при использовании стандартной (для каждой системы) технологии. Так и было в этот раз, даже 3М не удалось в конкурсе продемонстрировать дополнительный элемент — абразивы «Трайзакт», но вне конкурса все получилось достаточно удачно (пояснения будут). 2. Определение (ресурсное) стойкости «защиты блеска». Вот тут пока не торопимся. Зная свойства приличного количества «защит», предполагаю провести отдельное тестирование оных, и не только входящих в системы… Оборудование, приборы, материалы • Полировальная машинка Rupes — 1 шт. Обязательно (на всякий случай) с регулировкой оборотов. • Весы — 1 шт. Без них никак (опять помогли триэмовцы). • Секундомер — 2 шт. Чистая правда. И аналоговый, и цифровой. • Бесконтактный термометр — 1 шт. И тут у 3М Россия нашлось. • Измеритель толщины ЛКМ — 1 шт. Как обычно, Neurtek Easy-ChecK FE (по железу). • Профилометр — 1 шт. Посодействовал питерский «Автограф». • Блескомер (60°) — 1 шт. И не просто 60°, а еще 20° и 85° (для таких поверхностей с высокой степенью блеска важны именно 60- и 20-градусные показатели). • Твердомер — 1 шт. Это уже забыли… С проверкой твердости не заморачиваемся. • Полировальная салфетка (микрофибра) — 10 шт. Тут каждый со своим самоваром, заодно и посмотрим на качество. • Лампа точечного света. Целых две, причем одной из них является маленький тактический фонарик Fenix с мощностью светового потока (максимум) в 220 люмен, плюс 300-ваттный галогеновый прожектор на телескопической стойке. • Лампа рассеянного света — 1 шт. Хорошее дневнопалочное освещение с потолка. • Панель двери ВАЗ-2105 покрыта двумя слоями базы фиолетового цвета и перекрыта лаком 2К R-M Startop HS со стандартным отвердителем в 2 слоя, выдержка в течение 7 суток — количество в соответствии с числом участников. В этот раз база черная, и никакого «Стартопа»! Когда-то он выдал такой фортель… В общем, полный «Шписхеккер». А с количеством пришлось поизвращаться… Панелей-то четыре! • Ложемент для фиксации панели двери при обработке — 1 шт. Новье, муха не сидела! Предварительная подготовка • Поверхности панелей (деталей) шлифуются последовательно абразивными кругами Р1200 — Р1500 3М «по сухому» механически на мягкой проставке. Панели обрабатываются равным количеством проходов и равным количеством кругов в едином стиле. Об этом все уже сказано. Программа испытаний • Для определения количества снятого материала предварительно фиксируются 3 контрольные точки на поверхности с помощью рулетки и остро отточенной чертилки (намечается точка либо крест). Без рулеток, на глаз, по аналогии с мерседесовской звездой, хорошим гвоздем (пистолетным)… • Производится замер толщины ЛКП в зоне контрольных точек с помощью измерителя толщины (три замера) предварительно и после каждого этапа обработки (смена паст — смена полировальников). Хоть и меряем три точки, но по упрощенной методике: до начала обработки и после всех этапов. • Данные заносятся в протокол. А куда мы без него? • В зоне контрольных точек производится замер шероховатости (три замера) предварительно и после каждого этапа обработки (смена паст — смена полировальников). Про замеры тоже все сказано — опять же, только предварительные… • Данные заносятся в протокол. В него. • Каждый материал в индивидуальной упаковке взвешивается перед применением и после завершения каждого этапа. Именно. • Данные по весу заносятся в протокол. Да. • Каждый применяемый полировальник (новый) взвешивается перед началом этапа и после применения с конкретной пастой. У кого-то они оказались и не новые вовсе, но взвешивали все. • Данные заносятся в протокол. Без вопросов. • Обработка поверхности начинается в соответствии с оригинальной технологией производителя. • Каждый этап обработки фиксируется с помощью секундомера, также производится общая фиксация времени теста конкретного материала. Получилось практически везде. • Данные по времени заносятся в протокол. Не без этого. • На каждом этапе обработки фиксируется максимальная температура нагрева поверхности. Никто ничего не пожег. • Данные заносятся в протокол. Соответственно. • Степень качества поверхности во время каждого этапа определяется двумя экспертами (тремя), решение об окончании технологической операции (готовности поверхности) принимается двумя экспертами (тремя). Вот такого не было, да и зачем тормозить специалиста… • Дополнительное время на обработку выделяется экспертами, но оно в сумме с основным не может превышать лимит в 30 (????) минут на деталь. Примерно так и было, но расстрелом за превышение лимита никто не грозил. • После достижения 30 минут полировка прекращается и качество поверхности фиксируется в протоколе экспертами. Она прекращалась по решению полировщика, и проводился общий предварительный осмотр. • Поверхность обрабатывается антисиликоном (водкой) в два прохода с удалением остатков с поверхности сухой микрофибровой салфеткой. Вот с водкой не получилось, хотя, может, и напрасно. Как-то я упустил этот момент на подготовительной стадии, да и проблема привнесения дополнительных рисок после полировки висела в воздухе… • Производится замер степени блеска по трем фиксированным точкам (три замера). Упростили до одной точки (перемеряли по второй при сомнениях), но по двум основным углам. • Данные заносятся в протокол. Йесс. • Визуальная оценка качества поверхности методом экспертных оценок по четырем критериям. В обязательном порядке. Чуть позже я все про этот метод поясню. • На обработанную поверхность наносится защита блеска. Защиту наносили. • Производится замер степени блеска по трем фиксированным точкам (три замера). Опять одна точка. • Данные заносятся в протокол. Пожалуй. • При осмотре поверхности эксперты используют лампы рассеянного и точечного света. Тактический фонарик пользовался бешеным успехом — он позволяет при определенных углах отражения выявить все недостатки поверхности, и даже 220 люмен не обязательно включать — все четко видно на диапазонах 100–150 люмен. P. S. • Все технологические операции выполняются только с помощью оригинальныхподложек, полировальников и салфеток. А нашлись и такие. • Участники теста могут использовать оригинальные полировальные машинки. И это было, но немного. • Обязательный диаметр полировальников — 150–180 мм. Нынче народ стремится к минимизации, и до 180 практически никто не дотягивает. Начинаем По предварительной договоренности сложился определенный график участия в тесте брендов: 16-го выступают 3M, Menzerna,Mirka, Surf Ace и Scholl, а 17-го — Porzelack, Maguiar`s, Farecla, CTP, 4CR. Стало быть, проболтавшись два с лишним часа по пробкам, 16-го оказываюсь к 10:00 в «Аква Сити» на Волгоградке, и как обычно (уже традиция), совсем не первым, да еще с недоделанным ложементом под панели (пилил до часу ночи, но так и не допилил), хорошо, что практически все уже на месте и есть кому по-быстрому помочь в доделке матчасти. Итак, члены экспертного совета: Константин Петросян — фактический родоначальник того самого «мистера Кепа» на нашей территории, ну и как специалист досконально знает свое дело; Василий Бабин — очень давно в детейлинге (для непосвященных — американский термин, объединяющий в себе все технологические операции предпродажной подготовки бэушной колымаги, в конечном итоге превращающейся в «конфетку») и не зря, а также Евгений Белозеров — не только специалист с большим опытом в окраске-полировке, но и хороший рационализатор в области тестирования… И конечно же, я сам (Алексей Шмаков) немного в теме. Как ни странно, в этот тестовый день большинство участников (представителей брендов) оказались из Питера: Mirka (достаточно давно на нашей территории, но эффективностью особо не блистала) — Ярослав Платонов, Surf Ace (достойная система, на мой взгляд, но когда-то были конструктивные промашки) — Александр Музыка, Menzerna (новинка на нашем рынке, но в Германии — главный производитель паст, и не только под своим именем; применяется в Европе на автозаводах, а в Штатах — в детэйлинге) — Алексей Мизгирев, ну а наших (не путать с путинскими) всего двое: Павел Петров, представляющий 3М (знают все и всюду, хотя в Штатах производителей профессиональных паст несколько десятков) и по доброте душевной обеспечивший большую часть инженерно-технического сопровождения теста (шлифмашинка «Рупес», шлифовальные кружки серии 260L P1200 и P1500, а также весы и термометр), и Сергей Родионов — инструктор фирмы Brulex, продвигающей полировальные материалы Scholl (еще одна новинка, да еще с огромной гаммой не только паст, но и полировальников, производимых на собственном (???) заводе), а сопровождали его два кунака: Алексей Сницарь и Роман Судицин с чемоданом этих самых немецких материалов. В качестве гостей (полюбопытствовать на процесс и конкурентов) были замечены: Porzelack — Елена Жура, Татьяна Григоренко и Кирилл Очагов; Farecla — Павел Слонов и Сергей Борискин. А работников «Аква Сити» просто без счету (такой опыт дорогого стоит)… Подготовка всего с рассказами о предстоящем была закончена за час, жеребьевка расставила по местам участников и соответствующие им панели, процесс пошел… Процесс — кратко, но с некоторыми подробностями 1. Menzerna в исполнении Алексея Мизгирева в дивном шуршащем халате. Предварительная проба поверхности твердым пупырчиковым рыжим поролоном с хорошо зернистой («34А») пастой (очень быстро, даже время не учли) с прогревом до 50° — явно не режет, решительный переход на натуральный мех и почти 11 минут работы (больше 43° не нагревал, хотя давление на поверхность было достаточное) тем же самым 34-м номером. Снова в дело идет пупырчиковый полировальник со вторым номером (мелкое зерно 91), нагрев поверхностей в диапазоне 41–55°, обороты аналогичны меховым — 1500–1800, время — 8 минут с копейками. В ход пошел черный мягкий полировальник и паста № 3 (доводочная 85), температура — чуть теплая и работы едва больше 3 минут. Суммарное «машинное» («Рупесом») время — 22 минуты 10 секунд, а общее — 37 минут 50 секунд. Нанесение защиты блеска вручную и аналогичная располировка микрофиброй. Общие технические впечатления: поверхность проработана очень хорошо, 1500 барабушки срезаны в «ноль», что, кстати, подтверждает и снятая толщина лака — в диапазоне 4–6 микрон, один из самых высоких результатов по блеску до нанесения «защиты»… А вот дальше начинаются накладки, которые в основном связаны с неаккуратностью в работе: случайное «окунание» полировальника (-ов) приводит к появлению редкопесчаного воздействия на идеальную поверхность, а уж использование пыльной и загрязненной салфетки не способствует уменьшению голограмм на поверхности, хотя справедливости ради стоит отметить тот факт, что оценка поверхности по остатку риски от песчинок (механических) и голограммам слилась в общее впечатление, ярко воспринимаемое в виде именно голограмм и отдельных хаотических рисок… Эффект от нанесения «защиты» в плане визуального восприятия показал очередной минус, в данном тесте не оцениваемый: туманная мутность и разводы не добавляют преимуществ системе… Остановлюсь еще на одном факте: в процессе использовалась подложка без вспененного демпфера — просто тонкий упругий пластик, ее размер — где-то 140 мм, и полировальники соответствующе маленькие (150–155 мм в диаметре), и тот факт, что Menzerna не производит такого рода инструменты и приспособления, объясняет применение Алексеем чужих кругов, предлагаемых под брендом Mirka (и тут контрактность?). 2. Scholl в руках Сергея Родионова. Подход к процессу минимизирован, во всяком случае полировальники выбираются из серии М — 135–145 мм в диаметре (гамма размеров трех категорий, есть и на 185–195, а есть и мини на 85 мм), подложка со вспененным демпфером, два полировальника, машинка со стертым названием (может, «Элмос», а может, «Касалс»…). Начинается все с обработки поверхности специальным очистителем серии SW10 и микрофиброй очень хорошего качества (ну уж микрофибру они точно сами не делают), затем натуральный мех с пастой S17, причем расход достаточно приличный (часто подливается на полировальник) и каждый раз перед очередным заходом очистка поверхности микрофиброй и SW10. Максимальный нагрев во время этапа — 52°. Затем в дело идет паста S40 на оранжевом полировальнике с прогревом до 58°. Суммарное механическое время абразивной обработки составило 15 минут 38 секунд, затем еще немного тем же оранжевым полировальником и с защитой W09 (1 минута 8 секунд), что с учетом всех переходов и приседаний составило 42 минуты (и пояснений по новой системе во время работы давал много). Общие технические впечатления: к сожалению, несколько участков, несмотря на приличное время, оказались непроработанными, и барабушки бросались в глаза, толщина снятого ЛКП в пределах 2 микрон говорит о низкой производительности абразивного материала и (или) о некоторой неподготовленности полировщика. Бросались в глаза глубокие барабушки от катышей, образовавшихся еще во время шлифовки, но на них никто не акцентировал внимания по моей просьбе, хотя их наличие только на этой панели, опять же, подтверждает минимальное снятие материала, даже если считать, что перегретая поверхность не успела просесть… И рисок от песчин, и голограмм было очень мало (большинство присутствующих обратили внимание на высокое качество микрофибры), здесь сыграло свою роль и механическое нанесение защитного состава, который был разнесен равнотолщинной пленкой, и соответственно, был снижен риск привнесения царапин, получающихся при «ручном» нанесении и растирании.
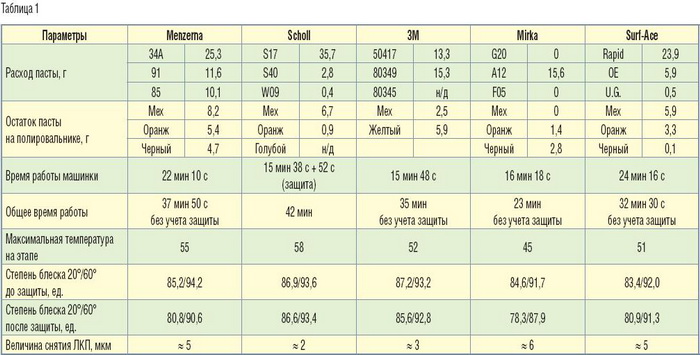
3. 3М модернизированная Perfectit III с Павлом Петровым. И в этот раз представитель 3М завел разговор о необходимости демонстрации всевозможных элементов полировальной системы, включая абразивные круги «Трайзакт», но общественность согласилась только на внеконкурсный показ по перешлифованной панели, так как задачей теста все-таки является проверка свойств именно полиролей… Предварительная очистка поверхности аэрозолем (приятная штука) и зеленой микрофиброй. На полировальном «Рупесе» стандартная подложка с пористым (мягким) демпфером, следом — натуральная меховушка (опять близко к 150 мм) и по ней 417-я паста (50417) очень плотными мазками. Работа по зонам с максимальным нагревом поверхности до 52°, периодический осмотр с использованием тест-спрея и той же зеленой микрофибры (технологически-цветовое соответствие носику бутылки конкретнойполироли). Переход на достаточно мягкий желтый поролон с «пальчиками» диаметром под 160 мм с использованием пасты 80349 (носик желтый), и тут осмотры с промежуточными очистками тестспреем уже желтой микрофиброй. Максимальный нагрев — до 41°. Машинка отработала 15 минут 48 секунд, а общее время составило 35 минут (пока лучший результат без учета нанесения защиты). Дополнительно на общие осмотры и нанесение защиты уходит еще 7 минут, а вес израсходованной розовой защиты (80345) странным образом не учитывается… Общие технические впечатления: расход основной пасты достаточно маленький (13,3 г), что явным образом сказалось на проработке 1500-й риски — пробивают замыленные барабушки, да и снятие толщины (в средне около 3-х микрон) подтверждает предположение о незаконченности первого этапа. Поролон в сочетании с 349-й пастой отлично справился с задачей, а вот голограмм нацарапалось много… 4. Mirka и Ярослав Платонов. Невзирая на наличие трех основных паст, работа осуществляется одной (А12): подложка жесткая плюс мех (греет до 45°) с промежуточными очистками «по сухому» поверхности микрофиброй (движения вдоль); переход на оранжевый пупырчатый поролон с прогревом до 37° и та же очистка «на сухую». С пастой закончено, и черный пупырчатый мягкий полировальник идет в качестве «дотирушки» с прогревом поверхности до 43°, окончательно все проходится (непонятно зачем) черным гладким поролоном. Суммарное время — 23 минуты (рекорд без учета защиты), а машинкой — 16 минут 18 секунд. Карнаубу наносит салфеткой, и располировка опять вдоль панели. Общие технические впечатления: одна паста и 15 с копейками грамм — хорошая заявка на технологическую необычность, поскольку про уникальность говорить не приходится из-за небольшого количества недобитых барабушков и не имеющих отношение к пасте рисок от салфетки или чего-то в ней. И здесь следует обратить внимание на некачественную располировку защиты — замазюкано ого-го! 5. Surf Ace с постоянным Александром Музыкой. Что особенно возмущает, так это использование в системе Surf Ace подложки и полировальников под брендом Mirka, даже и не знаю чем это объяснить, ведь у «Сюрфэйса» широкая гамма своих полировальников трех типоразмеров, хотя размера в диапазоне 150–160 мм у них действительно нет (если мне не изменяет память — 80 мм, 130 мм и 175–180 мм). Будем считать, что данные вариации появились благодаря научным изысканиям дистрибьютора системы и рекомендованы всем покупателям (клиентам). Начинается все «Рупесом» с меха на той же жесткой подложке и пасты Rapid, подогрев до 56° в диапазоне 1500–1700 оборотов в минуту, периодическая очистка микрофиброй поверхности. Вторым этапом идет OE на оранжевом пупырчатом поролоне, обороты те же, температура не выше 48°, салфетка — аналогично. Заключительный машинный этап с Ultimate Glaze на черном полировальнике — очень быстро и без нагрева. Механическое время — 24 минуты 16 секунд, а общее — 32 минуты 30 секунд: хорошее соотношение. Общие технические впечатления: снятие в среднем 5 микрон по поверхности подтверждается визуальным отсутствием каких бы то ни было барабушков, и все было бы великолепно, если бы не некоторое количество голограмм, так похожее на предыдущую мирковскую площадку, что-то питерцам нужно с ними делать (чистота — залог здоровья), и конечно, следы от защит не принесут в дальнейшем подтверждения высокого качества систем. Вот, собственно, на этом и закончились конкурсные выступления участников. Для полноты информации по результатам первого дня тестирования основные данные сведены в таблицу 1.
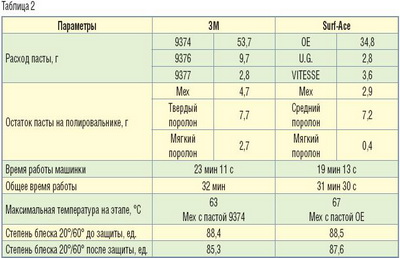
Кстати, поскольку в тесте 2004 г. принимали участие и 3М, и Surf-Ace, то, может быть, вам будет интересно сравнить некоторые данные, полученные в те далекие годы, с нынешними, но диаметры полировальников тогда были побольше, и некоторые материалы вместе с исполнителями (полировщиками) за это время поменялись — см. таблицу 2.
Но внеконкурсный показ 3М всетаки состоялся, и его главное отличие — это уже упоминавшийся абразив «Трайзакт» в качестве дополнительного технологического этапа, который был применен Павлом для измельчения риски от Р1500 риской от Р3000, и получилось следующее: расход пасты 50417 совпадает с первым заходом, а вот расход 80349 снизился почти вдвое (8,1 г), время работы машинок составило 15 минут 54 секунды (увеличилось в пределах допуска), а общее время сократилось на 1 минуту по сравнению с конкурсным (34 минуты). Если говорить об окончательном качестве, то его можно признать очень высоким или, во всяком случае, лучшим, чем в конкурсном выступлении.






 А почему 3М? Мой опыт эксплуатации и тестирования аналогичных абразивов (в том числе и не микро) говорит об оптимальном качестве (равномерности) риски среди сухих микроабразивов именно у 3М серии 260L, а вот конкуренты всегда на таких зернах с какими-то закидонами (большой разброс и неравномерность риски), хотя при образовании катышей на поверхности работающего кружка и 3М может не стать панацеей (приходится чаще «обмахивать» рабочую поверхность мелким скотч-брайтом или поролоном). Стало быть, срубаем одним кружком Р1200 на машинке «Рупес» через мягкую проставку основную массу холмов на одной панели, а потом для равномерности риски проходим уже двумя кружками 3М с зернистостью Р1500 по тем же самым плоскостям этой панели, продольная подштамповка под молдинг и верхняя наклонная полка не шлифуются и, соответственно, не требуют дальнейшей полировки.
А почему 3М? Мой опыт эксплуатации и тестирования аналогичных абразивов (в том числе и не микро) говорит об оптимальном качестве (равномерности) риски среди сухих микроабразивов именно у 3М серии 260L, а вот конкуренты всегда на таких зернах с какими-то закидонами (большой разброс и неравномерность риски), хотя при образовании катышей на поверхности работающего кружка и 3М может не стать панацеей (приходится чаще «обмахивать» рабочую поверхность мелким скотч-брайтом или поролоном). Стало быть, срубаем одним кружком Р1200 на машинке «Рупес» через мягкую проставку основную массу холмов на одной панели, а потом для равномерности риски проходим уже двумя кружками 3М с зернистостью Р1500 по тем же самым плоскостям этой панели, продольная подштамповка под молдинг и верхняя наклонная полка не шлифуются и, соответственно, не требуют дальнейшей полировки.

 1. Menzerna в исполнении Алексея Мизгирева в дивном шуршащем халате.
1. Menzerna в исполнении Алексея Мизгирева в дивном шуршащем халате. 2. Scholl в руках Сергея Родионова. Подход к процессу минимизирован, во всяком случае полировальники выбираются из серии М — 135–145 мм в диаметре (гамма размеров трех категорий, есть и на 185–195, а есть и мини на 85 мм), подложка со вспененным демпфером, два полировальника, машинка со стертым названием (может, «Элмос», а может, «Касалс»…).
2. Scholl в руках Сергея Родионова. Подход к процессу минимизирован, во всяком случае полировальники выбираются из серии М — 135–145 мм в диаметре (гамма размеров трех категорий, есть и на 185–195, а есть и мини на 85 мм), подложка со вспененным демпфером, два полировальника, машинка со стертым названием (может, «Элмос», а может, «Касалс»…). именно полиролей…
именно полиролей… Невзирая на наличие трех основных паст, работа осуществляется одной (А12): подложка жесткая плюс мех (греет до 45°) с промежуточными очистками «по сухому» поверхности микрофиброй (движения вдоль); переход на оранжевый пупырчатый поролон с прогревом до 37° и та же очистка «на сухую». С пастой закончено, и черный пупырчатый мягкий полировальник идет в качестве «дотирушки» с прогревом поверхности до 43°, окончательно все проходится (непонятно зачем) черным гладким поролоном.
Невзирая на наличие трех основных паст, работа осуществляется одной (А12): подложка жесткая плюс мех (греет до 45°) с промежуточными очистками «по сухому» поверхности микрофиброй (движения вдоль); переход на оранжевый пупырчатый поролон с прогревом до 37° и та же очистка «на сухую». С пастой закончено, и черный пупырчатый мягкий полировальник идет в качестве «дотирушки» с прогревом поверхности до 43°, окончательно все проходится (непонятно зачем) черным гладким поролоном.